

DETAILS
About Shandong Yuncheng Ruisheng Glass Co., Ltd
Established in 2009, Shandong Yuncheng Ruisheng Glass Co., Ltd, located in Shandong Province, China, is one of the leading liquor glass bottle manufacturers in China. Our Company has been involved in offering a complete packaging service for the liquor brands&Companies. Our main product is high-grade cool glass bottles, which specially designed for liquor, whiskey, brandy, vodka, gin, rum, tequila, and other alcoholic drinks.
PRODUCTS GALLERY
Premium Liquor Bottle Manufacturing












PRODUCTS CAPACITY
Transforming Your Brand with Customized Liquor Bottles
Top liquor glass bottle manufacturer in China, Shandong Yuncheng Ruisheng Glass co. ltd proud to provide more than 300 series packaging glass bottles wholesale for Spirit, Liquor, Whiskey, Brandy, Vodka, Rum, Gin, Tequila, Water, Wine, Cognac, and other alcoholic beverage drinks. Empty glass bottle ordered by our customers is constantly being shipped from Ruishng glass bottle factory China to European and American countries, among which the USA, UK, Canada, France, Germany, Mexico, Scotland, Italian are the largest exporters.
WHY CHOOSE US
Why Choose Ruisheng Glass As Your Liquor Glass Bottle Manufacturer
1/Superior Quality and Durability
We specialize in advanced liquor bottle manufacturing processes to ensure that your liquor bottles are of the highest quality and meet all industry standards.
2/Innovative Bottle Shapes and Designs
We offer a wide range of innovative bottle shapes and designs tailored to your brand’s needs. Our experienced design team can create unique bottle shapes, neck designs, and label areas that align with your vision and target market.
3/Competitive Pricing and Superior Service
We offer competitive pricing without compromising on quality, coupled with superior customer service. We understand the importance of cost-effectiveness for your business, and we work closely with you to provide the best pricing options. Our dedicated team is always ready to offer professional advice and support, ensuring timely delivery of your orders.
4/Reliable Supply Capability and Timely Delivery
Our company is equipped with advanced 8S machines and CNC machines, with a daily production capacity of up to 20,000pcs. All of the order will be delivered within 30 Days.
TEAM
Crafting Excellence, Building Success Together
Our team is a passionate and professional group with diverse expertise. Each member is an expert in the field of glass and bottle manufacturing, dedicated to crafting high-quality, innovatively designed products. Emphasizing collaboration and communication, we work closely to provide clients with the best solutions. We are a proactive and dynamic team, constantly challenging ourselves to create exceptional value for our clients.



FEATURES
Innovative Manufacturing, Excellent Quality, Global Collaboration
We craft each bottle with advanced technology, emphasizing excellence to ensure our glass bottles meet the highest standards. With a global perspective, we embrace a win-win approach, providing personalized solutions to shape the future of the glass bottle industry together.
FEED BACK
What Our Clients Think
What we take pride in goes beyond the glass bottles we produce—it’s the recognition and trust of our customers. The customer reviews paint a vivid picture, filled with praise for our innovative manufacturing and excellent quality. They stand as the best testament to our relentless dedication.
I and our colleague visited Shandong Yuncheng Ruisheng Glass Co., Ltd, Ltd. this year. We saw their plant, warehouse, production line and were sure they can offer the bottles we need. We had made the order from them and got the best glass bottles.
Henry DiCaprio
We have ordered glass bottles in bulk many times from Shandong Yuncheng Ruisheng Glass Co., Ltd. I am very glad to cooperation with them. I believe that Ruisheng can be the best glass liquor bottle supplier in China as their speed design and research service, speed feedback, speed lead time and speed service after sale.
Jacky Woe – CEO
Shandong Yuncheng Ruisheng Glass Co., Ltd. is really the best glass liquor bottle supplier I had ever seen. We are very satisfied with its speed lead time, high-quality glass bottles and its best service from inquiry to after sale. If you buy glass bottles in bulk from it, I think you make the best choice.
Wanda Don
BLOGS
Latest News
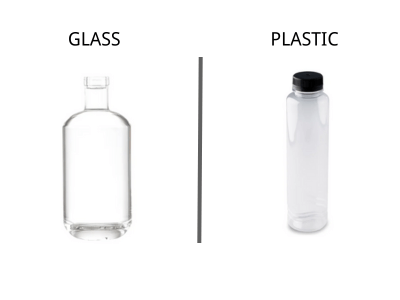
When it comes to packaging consumer goods, two materials reign supreme: glass and plastic. But…

Nepal takes pride in its thriving glass bottle industry, home to renowned manufacturers known for…

With a growing demand for nature-conscious packaging solutions, glass bottles have been popular due to…
Rum is often called “the spirit of adventure,” and its history is full of stories…

Glass bottles hold immense significance for a lot of industries, especially the pharmaceutical and beverage…

Today we're talking about two types of alcoholic drinks that often get confused - liquor…

Welcome to a guide on liquor bottle sizes. Whether you're a bartender, own a liquor…

Liquor refers to distilled alcoholic beverages, typically containing 20-60% alcohol by volume. The most common…
Whisky is a cherished spirit distilled from fermented grain mash and matured in charred oak…

The United States boasts a rich tapestry of whiskey distilleries, each with its own unique…

Glass bottles, often underappreciated, play a pivotal role in safeguarding product quality and aesthetics. Their…

Have you ever wondered how liquor bottle designs have transformed over the centuries? From the…

Are you excited to uncover the top 10 glass bottle suppliers in Malaysia? Whether you're…
Al Samaa Packaging & Packaging Mat. Tr. LLC-Glass Bottle Manufacturer in Sharjah Offering a diverse…

Introduction: When it comes to packaging wine, there are several options available, including plastic, aluminum,…

Introduction: Recycling glass bottles is an easy way to reduce your environmental impact. Not only…

Introduction: Cutting glass bottles looks scary, but it’s easier than ever. The thing is that…

Introduction: Removing wine labels can be done for different reasons. For instance, a person might…
Introduction: Opening a bottle of wine without a corkscrew may sound impossible. But it is…

Introduction: How to clean glass bottles is a frequently asked question regarding the hygiene of…

Introduction: The glass bottle is one of the substances we cannot do without in our…

Introduction: How are glass bottles made? It is often asked out of curiosity. Well, many…

At some point in your life, you must have enjoyed a beer. Of course, the…

The most popular glass bottle market is one which has been up and down from…

Black glass bottles are a versatile and environmentally friendly way to package things, and they…

Glass bottles are sustainable, do not let the chemicals leach into the substance inside the…

When most people think of vodka, Russia is the first country to come to mind.…

Both vodka and whiskey are among the six most common distilled spirits in the world.…

One of those products that doesn't require an introduction is Jack Daniels; even non-drinkers know…

Bottle cap covers a wide range of criteria to function properly and meets their purpose.…

Interesting on figuring out how to cut bottles with foolproof, easy, and quick methods? I…

In our daily life, I wonder if you have noticed that it is difficult to…

Introduction A glass bottle is a bottle made from glass, often used to store beverages…

With a growing focus on reducing plastic packaging, glass bottles are an increasingly attractive alternative…

Introduction After a long and eventful day, you would want to take a glass of…

Glass bottles are an attractive packaging option due to their sustainable forms. Glass bottles packaging…

Alcoholic spirits such as vodka and whiskey are usually served in cocktails. They are two…

Are you planning to open a company that needs glass bottles? If yes, this blog…
Introduction Are you searching for reliable glass bottle manufacturers in Nigeria? Well, Nigeria has numerous…

The fragrance is everyone's love. Good perfume packaging will reflect the unique taste and value…

Do you want to find reliable glass bottle manufacturers in Bangladesh to start your business?…

Introduction When it comes to health and the environment, glass is considered one of the…
There are many old and storied glass bottle manufacturers in the UK, each with its…
Introduction Glass is more than just a non-translucent material; it is also a unique, attractive,…
As a wine or beverage producer, they usually need to buy glass bottles in large…

Introduction Glass packaging has very many advantages over other types of packaging. For instance, glass…

When you ask our sales staff for a quote on a glass liquor bottle, you…

Introduction Europe is among those continents that got an early exposure to technology. It is…

Hello, Boss from packaging companies, distilleries, and breweries, are you in search of a reliable…

With the growth of alcoholic drinks in the United States, the demand for glass bottles…

Glass is all around us and it is something we all know about. It has…

Are you searching for a reliable glass bottle manufacturing company in India? Here we listed…

As we all know glass bottles widely use in our daily life, but they have…

At the beginning of the 21st century, Mexico's glass manufacturing industry grew by leaps and…
As we can see in our daily life, glass bottles are very common. It’s an…

Wine bottle tops were first used in the 17th century and are still a top…

There are a lot of discarded bottles in the house that look messy? Now, read…

Have you had a long day? Now what you all need is a glass of…

Do you want to know how many oz in a bottle of wine? There Are…

Have you ever noticed how many glasses of wine in a bottle? The answer is…

With the rapid development of the employment market, various types of wine bottle packaging continue…

Glass is an object that we often contact and use in our daily life. From…

Liquor is an alcoholic universal popular drinks for one thousand years, it is associated with…

All eyes are now upon RS Bottles, as they are now being ranked as the…

In recent years, with the state of high energy-consuming enterprises, glass bottle manufacturers access threshold…

Hello, everyone. It is a good news! We will attend the World Food MOSCOW on…
Buyer's Guide About Glass Bottle Wholesale
We specialize in manufacturing a wide range of liquor bottles, including Wine bottles, Whiskey bottles, Vodka bottles, Brandy bottles, Gin bottles, Rum bottles, Tequila bottles, and other alcoholic drinks.
Our liquor glass bottles all made of high-flint glass material. High flint glass is known for its exceptional clarity and brilliance, making it the perfect choice for showcasing the vibrant colors and premium quality of your spirits. It offers excellent transparency, allowing consumers to appreciate the visual appeal of the contents inside the bottle. Additionally, high-flint glass is highly durable and offers excellent resistance to impact and temperature changes, ensuring the safety and integrity of your products.
MOQ: 10000 PCS.
Recommended to use 40HQ container, the loading capacity is about 40,000pcs 375ml bottles, 35,000pcs 500 bottles, or 26,000pcs-30,000pcs 750ml bottles, or 20,000 1000ml bottles.
The exact capacity is based on the glass bottles size
Yes, Of course. We are a professional liquor glass bottle manufacturer. We offer custom bottle design services. Our experienced team can work with you to create unique bottle designs that align with your brand and product requirements.
Yes, sample free but you have to pay for the express cost.
Please understand we send many samples each month, so we have pretty nice
discounts from the DHL, FEDEX and UPS, I will offer for your confirmation before sample departing.
I will take a photo before sample delivery too, I try best to save each coin for you.
we will send goods on 20~30 working days: after your deposit.
T/T, Western Union, PayPal.
Yes, we can help with packaging and shipping logistics.
A. Carton packing
1) 24pcs in per carton;
2) Cardboard divider in the carton;
3)Carton size is according the bottles’size
B. Pallet packing
1) 5 layer in one wooden pallet;
2) Cardboard in per layer;
3) Plastic wrap around the pallet,
4) Pallet size: 1M x1.2M
C. Carton and Pallet packing
1)24pcs in per carton;
2)several cartons in one pallet;
3)Pallet size: 1M x 1.2
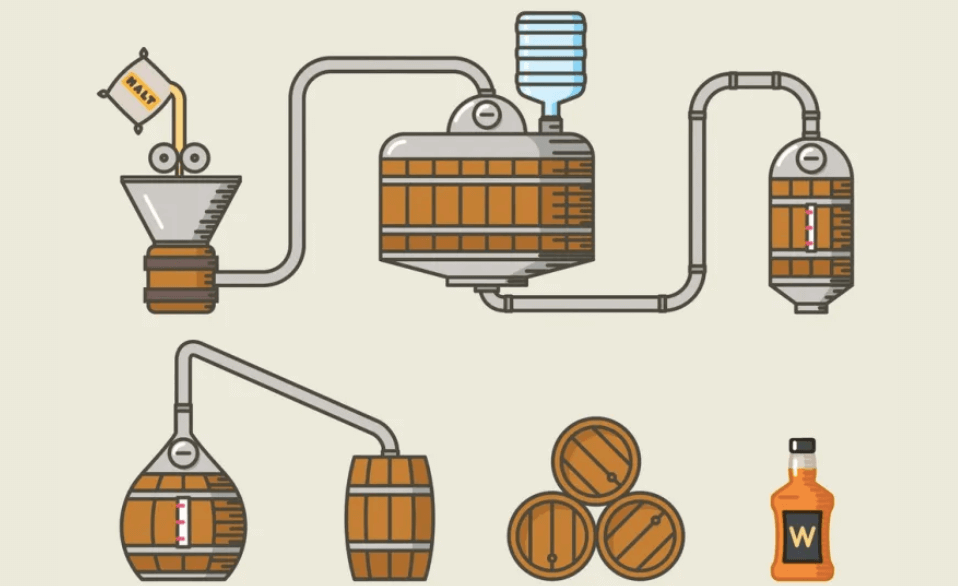
Liquor Glass Bottle Manufacturing Process
1. Raw material
Silica sand, Soda ash, Limestone, and others
2. Batch house
Weighing and mixing of raw materials, and transport to the hopper at the melting furnace.
3. Melting
Melting of mixed raw materials about 1,550 oC in the melting furnace.
4. Feeding
Feeding of glass gob at optimum temperature suitable to bottle weight and shape is fed into a glass bottle-forming machine via the feeder.
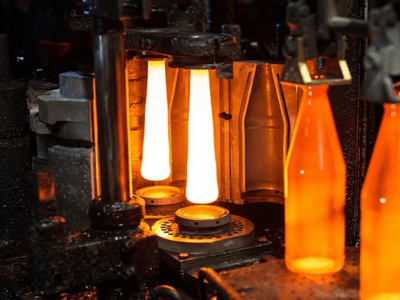
5. Forming
Forming of bottle by the glass bottle- forming machine for designed bottle shape
6. Annealing
Annealing of bottles as they leave the glass bottle-forming machine
7. Inspection
After annealing in the lehr, a bottle is strictly checked on Automatic inspection machine
and visually inspect each bottle to confirm quality by skilled technicians
8. Additional processing
A) Decal B) FrostingC)glaze spraying
9. Packing and shipment
Rottles are packed according to their
destination, and are stored in the warehouse or shipped
BY plane
By sea
By couriers: DHL,TNT,UPS,Fedex.etc